


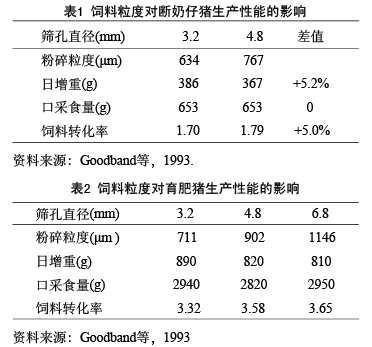
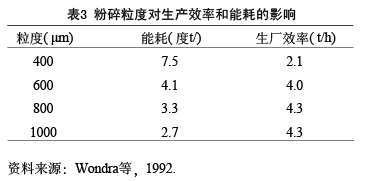
一般来说,粉碎玉米用4.6mm筛,研究表明,用4.6mm筛粉碎比用小于4.6mm筛生产的饲料可以使生长率降低5%-8%,饲料转化率低5%。表1和表2是在堪萨斯州立大学做的实验结果。
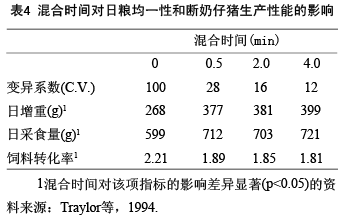
饲料粒度也会影响母猪的生产性能。粒度较小可提高母猪的生产性能,但是胃溃疡的发生率也提高。饲料粉碎过细还有其他不利影响,如产量下降、每吨电耗增加(表3)、粉尘增加、影响适口性等。另外,粉尘增加会导致饲料浪费,这种损失估计大约在1%-3% 之间。
粉碎机的粉碎效率是受许多因素影响的,规格及磨损程度,另外,粉碎机筛网的磨损和破裂会导致网孔大小不一,加速网筛破损和锤片磨损,若不及时更换部件,会引起粉碎效果不良。饲料粉碎的质量还受粉碎机的转速、锤片和网筛的型号、饲料的传输系统、谷物的物理性状等因素的影响,其中水分也是一个不容忽视的因素。一般情况下,饲料厂不对饲料粒度进行分析,因此,对粉碎后的饲料粒度进行观察是非常必要的。通常,先确定每种饲料的平均粒度,然后再相应地调整粉碎机。对商品猪和母猪来说,饲料的平均粒度应为650-750μm。
在实际生产过程中,人们总是忽略混合的重要性,这是错误的。由于目前养猪场多采用阶段饲养,养分供给量与营养需要量之间相差无几,因此必须提高日粮的均一性即均匀度。否则,会造成营养缺乏症。混合效果决定于混合机的调节、混合时间和混合机的设计。测定混合效果的方法是从一批饲料中取10~15个样品,分别测定某种养分的含量,如钠、氯、铁或赖氨酸等,再进行评价,其中钠和氯是最常用的测定项目。示踪粒子也可作为一种测定方法。
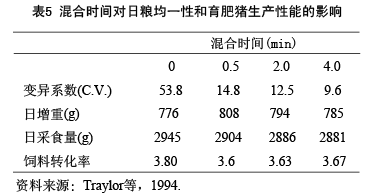
一般用变异系数(C.V.)来表示每批饲料的养分含量的变化。混合后的饲料C.V.应小于10%,最差也不超过15%。如果混合饲料的变异系数较大,会使猪生长速度和饲料转化率降低(表4和表5)。
饲料必须经过适当的搅拌混合时间才能混合均匀,机器磨损或部件调整不当会导致混合不均。饲料生产人员必须注意不要让混合机超载运转,否则同样会造成混合不均匀。
常用的混合机有卧式和立式两种。由于制造厂家的不同,机器的设计是有差异的。一般来说,卧式混合机要比立式的价格高,但是维修费用低,其部分原因是由于其桨叶转速低(前者为30~40rpm;后者为200~300rpm)。另外,卧式混合机可以添加较多的液体饲料。
卧式混合机有桨式、带式和两种组合式的。不同的饲料成分经过反复搅拌,形成分布均匀的混合饲料。卧式混合机要求的混合时间为3~6min,而立式混合机要求8~15min(C.V.<10%)。
饲料成分的添加次序也是相当重要的。一般首先将主要成分(如全价料中的玉米或浓缩料中的豆粕)的一半或2/3加人,然后加人中等含量成分,再加人微量成分,如预混料,最后加人剩余的主要成分。











