


“心脏”,而主混合机的生产率直接决定生产线的生产率。因此,为了提高混合机的生产率和饲料质量的稳定性,在生产中不断查找分析影响配合饲料混合效果的因素并加以控制是饲料生产中的一个关键质量控制点。现结合多年生产实践经验,将影响配合饲料混合效果的因素及其控制措施归纳如下:
1 混合过程
1.1 混合:混合是指在外力的作用下,各种饲料组分相互掺合,使其在任何容积里各种组分的微粒均匀分布的过程。饲料在混合过程中主要有三种混合作用方式:
1.1.1 扩散混合:混合物的颗粒以单个粒子单元向四周移动,类似气体、液体的分子扩散过程,它是无规律的运动。特别是微粒物料在振动或液化状态时,扩散作用极为明显。
1.1.2 剪切混合:混合物料在工作部件的作用下彼此形成许多相对滑动的剪切面而发生混合。
1.1.3 对流混合:许多成团的物料颗粒从混合室的一处移向另一处,而另一些物料作对向运动,这两组物料在对流中进行相互渗透变位而进行混合。
在混合过程中,以上三种方式同时存在。但对某 一种混合设备来讲,其中有一种为主要混合方式。如立式混合机以扩散混合为主,卧式混合机以对流混合为主,犁刀式混合机以剪切混合为主。另外,随着混合时间的不同,以上三种混合方式所起的作用也不尽相同。
1.2 混合均匀度
混合均匀度是指混合物中各组分均匀分布的程度。它是衡量混合效果的重要指标,一般用变异系数 (CV%) 来表示。如CV值愈小说明混合的均匀度愈高,饲料产品的质量稳定性亦愈高。CV的计算方式如下:
式中:S — 标准变异值
X — 平均含量值
X1 — 每个样品测定的含量值
n — 样品的取样数
根据我们实践经验一般水产饲料的加工过程中 CV值控制在5%~7%较好。
2 影响混合效果的因素及其控制措施
2.1 机型的影响
机型不同,主要混合方式就不同,混合强度也有很大差异。不同饲料企业应根据自己的生产需要选择相应类型的混合机。目前大、中型饲料企业常用的机型为卧式螺带混合机和双轴浆叶式混合机。双轴浆叶式混合机的性能特点是:混合速度快,每批料混合时间仅为0.5~2.5min;混合均匀度高,CV≤5%;在比重、粒度、形状等物性差异较大的物料混合时不易产生偏析;装载系数的可变范围较大, 从0.4~0.8;液体添加量可变范围较大,最大添加量可达20%;吨料能耗小,比普通混合机约低60%; 采用底卸式双开门结构,使出料迅速,残留小,适用范围广。
即便是同一种机型,各种结构参数或工艺参数 不同,混合效果也可能不一样。因此,混合机设计与制造质量也是影响混合质量的重要因素,购买时应注意选择。
2.2 物料的物理特性
混合物料的物理特性 ( 粒度、比重、粗糙度、形状、弹性、水分、散落性、结团等) 对混合效果的 影响很大,其差异性越小,混合效果越好,混合后的物料越不易分离。其中最重要的是粒度差异。研究表明:粒度只要相差4%便开始出现分离,若相差20%分离现象便完全不能控制。因此,为提高混合效果,实际 生产中应尽量使物料的粒度保持一致。
2.3 混合时间
在混合过程中,混合程度随混合时间的增加而增加 (变异系数值减小),一直达到最均匀状态,若再延长混合时间,物料就有分离倾向,使混合均匀度反而降低,这种现象称为过度混合。当混合愈充分,则分离的潜在性愈大,所以应在达到最佳混合状态前将混合物料从混合机内排出,否则将会在以后的输送过程中出现分离现象。混合均匀度与混合时间的关系见下图:( te为最佳混合时间)
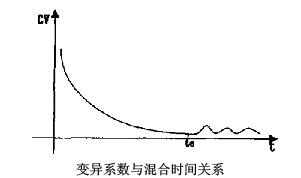
每台混合机针对一定的饲料类型均有一个最佳混合时间。每个饲料企业应根据自己的混合机类型和饲料配方情况确定自己的最佳混合时间。
2.4 残留量
饲料生产中应严格控制混合室内的物料残留量, 一般为0.6~1%。残留量过大,不但影响混合效果,还会对下一批次不同品种的饲料生产造成污染。为减少残留量, 现在大中型混合机多采用电动(气动)全开门排料系统,以便物料迅速排出,为适应这种排料方式,在工艺设计时应在混合机下部设置等容量的缓冲仓。
2.5 装载系数
适宜的装料量是混合机正常工作并且得到理想 混合效果的前提条件。装料过多,使混合机超负荷工作,混合质量下降,变异系数增加;装料过少则不能充分发挥混合机的效率,也影响混合质量。一般情况下,分批卧式螺带式混合机其装载系数以0.6 ~ 0.8为宜,双轴浆叶式混合机其装载系数以0.4~0.8 为宜。定期校对配料秤的精确度,清理混合室内的绳头等杂物可保证准确的装载量。
2.6 物料的投放顺序
其顺序为大宗原料先进入混合机,少量添加的 原料后进入混合机。对于微量的添加剂原料一般采 用先进行预混合,然后再进入混合机。预混合采用与添加剂的物理特性相近、吸附性较好的载体,一般多采用膨化大豆粉、 脱脂细米糠等。对于液体添加,一般是物料进入混合机后最后添加。
2.7 操作
正确的操作是确保适宜的混合时间、装载系数 和降低残留量的关键。因此,应选择责任心强,操作熟练的工人去工作。生产中应定期对混合机进行检修,发现卸料门关闭不严、打开不完全、密封条松动及其他异常情况时,应及时通知维修工修理。
2.8 静电
有些物料会由于静电效应而吸附于机壁上而影 响混合效果。为此,要求机体应有效的接地或在物料中加入抗静电剂 以防静电效应的产生。
影响混合机混合效果的因素很多,各个生产厂 家必须根据自己的实际情况,根据不同型号的混合 机和饲料品种去摸索,总结出适合自己的一套提高 混合均匀度的方法,使饲料产品能充分反映出饲料 配方的优势,提高饲料产品的质量稳定性,进而达到提高养殖效果的目的。












