


饲料调质是饲料热加工工艺中一个重要的环节。饲料经过温度和湿度调质可以提高后续膨化制粒等加工的效率,还能改善物料的品质,使饲料中的淀粉糊化,蛋白质变性,灭活有害的有机生物。
调质设备一直在发展,而且形式繁多。调质设备在20世纪 50-60年代以前大都是给料和调质同轴组合,60年代末到70年代给料和调质多为分开布置,80-90年代相继出现二、三级调质器、等直径水平双轴调质器、双轴差速调质器、釜式调质器和高压调质器等多种调质设备,取得了不同的调质效果。从表面看各种调质设备基本都能符合制粒或膨化要求,实际上不同的调质设备,其调质的工艺参数(调质均匀度、调质时间等)有所不同,为此调质熟化效果亦有较大的差别。
1 调质器形式
1.1 单轴桨叶式调质器
20世纪50-60年代,制粒机的给料是连续螺旋式的、调质是桨叶式的,若给料量需变化,转速就需随时调整,但为了保证调质效果,调质器转速必须恒定,所以不能很好兼顾给料和调质。因而,该设备调质效果较差,主要用于产量较小的场合。
由于人们认识到给料和调质同轴组合的不利因素,20世纪60-70年代,开始将给料和调质分开传动,实现单独进料和调质,如图1所示,但由于主要和制粒机配套,调质器的长度一般较短,略超过压制室和主传动的长度之和,一般在2000mm以内,调质器直径一般在300~400mm,转速为200r/min左右,物料停留时间在15~30s。给料和调质功能分开,物料调质效果得到改善,制粒后的淀粉糊化度可达25%,调质后的淀粉的糊化度亦能在15~20,并可添加多种液体。由于淀粉的糊化度不高,颗粒耐水性就差,因此该调质工艺只能用于禽畜饲料生产,而不能用于耐水要求较高的水产饲料。
蒸汽夹套、热夹调质器内部结构与桨叶调质器基本相同,不同的是壳体采用夹套,或是在外部包裹一层可自动调温的电加热夹套。夹套内部通入蒸汽或通电起保温作用,夹套阻止了调质室内与室外常温大气直接进行热交换,有效地减少了热损失,使调质器内部能保持较高温度,因此在寒冷的冬天和气温较低地区使用蒸汽夹套、热夹调质器作用显著。其另一优点是在生产结束停机以后,夹套可对调质器继续加热一段时间,降低残留物料的水分,避免了停机时细菌的滋生繁衍,保证了饲料质量。

1.2双轴桨叶式调质器
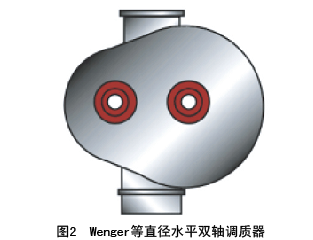
1.2.1等直径水平双轴调质器
20世纪80-90年代,出现等直径水平双轴调质器,如图2所示,实际上是2个单轴调质器的组合,仅中间无筒壁,该结构使物料可相互翻动,部分桨叶反向旋转,延长物料在机内停留时间,增强了调质强度,物料停留时间最长达1min,淀粉的糊化度可达20,调质器转速为100~200r/min,调质器为桨叶式。可添加多种液体,该机可用于禽畜饲料生产,亦能用于耐水性要求不高的鱼饲料生产。
1.2.2水平双轴差速调质器
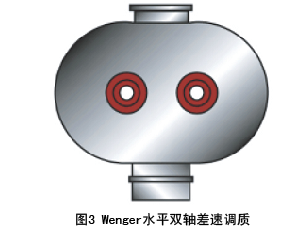
双轴差速调质器又称DDC,如图3所示,其壳体内装有2根直径、转速不同的桨叶调质轴,二组桨叶在中间结合处作相向的向上翻动,故物料既有单轴的绕轴螺旋运动,同时在中间结合处又被桨叶抛向另一轴的运动区域,参加另一轴的螺旋运动,物料在二轴之间穿插向前运动,形成立体的“8”字形运动路线,因而物料的径向运动路线比单轴大大延长,
使得物料的轴向运动速度就有更宽的可变范围。小筒桨叶转速高于大筒桨叶转速1~2倍,为200~300r/min,其桨叶全部反向推进,将物料推向进口,筒体直径为420~480mm,大筒桨叶转速为100r/min 左右,桨叶进口处有3~4组将物料推向出口方向,中部桨叶与轴平行,仅起翻动作用,无推进功能,出口处桨叶有2~3组将物料推向进口方向。但桨叶推送方向根据物料性质可进行调整,同时调整桨叶的角度来调整推进速度即物料停留时间。该机型调质时间一般可在2~3min,最长达20min,调质效果较好。调质后淀粉糊化度一般达30%,最高糊化度可在40%~50%或以上,而且可添加多种液体。双轴差速调质器能适应各种水产饲料的调质,但设备造价较高。
1.3多层调质器
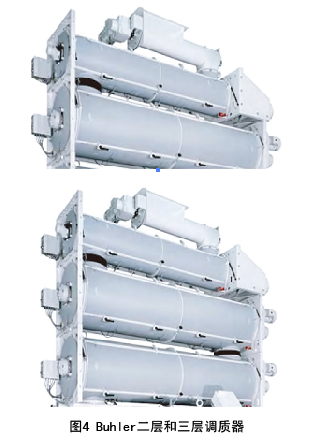
1.3.1叠置式多层调质器
20世纪8-90年代,为增强调质器的调质效果,常将调质设备二 三层叠置,调质器总长度达3000~4000mm,直径在300~400mm,有些调质器对筒体采取保温措施以减少热量损耗,如图4所示。第一层设蒸汽喷射口,第二层、第三层可不设蒸汽口,只起搅拌保温作用,使粉料表层的水分慢慢吸收进内部,保证制粒时粉料不会因水分过高而堵塞。调质部件为桨叶,桨叶排列呈现多种形式:①前半部分桨叶与轴夹角成45。,后半部分桨叶与轴平行。②相邻两个桨叶与轴夹角成左旋右旋各75。,转速低速为100~200r /min,高速为300r/min。由于增加了调质器长度,高速桨叶增强了调质强度。物料在机内停留时间大幅度增加达1~2min,使调质效果得到了改善,调质后淀粉的糊化度可达25%,可添加多种液体,又使得物料糊化充分,耐水性提高,基本符合水产饲料使用。但这种调质器的体积较大,给设备布置带来不便。
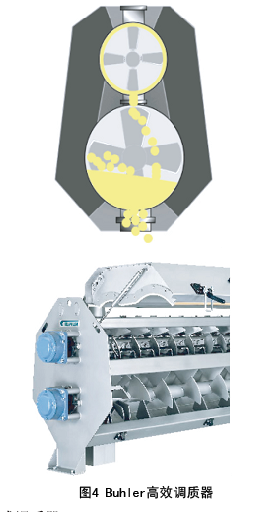
1.3.2高效调质器
在2003-2004年,与水平双轴差速调质器结构相似的上下双轴调质器问世,如图5所示,其结构类似双层调质器,上层高速调质混合,下层均质保温,既保证调质均匀度,又能确保调质时间。其工作原理是:物料在上搅拌转子的螺旋桨叶的推动下,快速进入小桨叶搅拌区,在小桨叶的高速搅拌下,物料与蒸汽及液体充分混合,液体添加由喷头喷入;物料然后进入下部的熟化腔进行保温熟化,变频电机控制下层转子转速,物料可在这里进行充分的调质。上筒是高速调质,调质效果一定程度上取决于调质过程中传热和传质的速度,传热和传质的速度又决定于蒸汽和粉状颗粒物料内部与界面层的温度梯度、速度梯度、湿度梯度及物料性质(密度、颗粒大小、含水量)等因素;而高速调质,就增加了粉状物料和蒸汽、粉状物料表面与物料内部的温度梯度、速度梯度、湿度梯度,因而就提高了调质效果,其特殊的内部结构也保证饲料先进先出,出料均匀,大大提高饲料品质,改善颗粒性能。下筒是保温均质,由于要达到调质要求,须要有一定的时间,才能使物料调质更均匀,确保调质效果。所以,上下高速调质,均质保温的双轴调质器的调质效果必将优于水平双轴差速调质器。该调质器液体添加量在10%以上。
1.4釜式调质器
釜式调质器如图6所示,主要由机壳、传动和搅拌转子3大部分组成。其工作原理是:需制粒的原料经过单轴桨叶式调质器预调质后通过釜式调质器的进料口进入腔体内,同时通过蒸汽棒向腔体和双层筒壁夹套内通入饱和蒸汽(机体内也可根据物料调质情况不通蒸汽,因为预调质中已加入蒸汽),在桨叶的搅拌作用下,物料与蒸汽充分混合,通过控制进料与出料的速度(根据产量),物料能够在机体内停留3~7min,在水分、温度、搅拌的混合作用下,物料进行充分调质和熟化,从而大大提高饲料品质,改善其制粒性能。经过调质的物料由排料机构和输送系统再进入颗粒机进行制粒。
釜式调质器调质时间长,调质效果好,它主要用于普通调质器不能满足调质要求的情况下,对一些纤维含量比较高的饲料(如牛、羊饲料)水产饲料(如鱼、虾饲料)及特种水产饲料进行调质,以期达到改善饲料营养结构、杀菌、提高饲料的适口性和消化率等目的。

1.5高温短时调质器
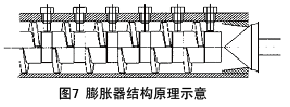
膨胀调质俗称为高温短时(HTST)调质,最近几年,欧美等国家普遍认可了以膨胀器作为调质器的工艺,如图7所示。膨胀器由喂料口、主轴、输送螺杆、挤压螺杆、剪切螺栓、膨胀腔、锥形出口和锥形阀等部分组成。膨胀器工作原理类似于膨化机,物料进入膨胀腔后,在很短的时间内,受螺杆挤压体积迅速收缩,同时还受到螺杆桨叶和剪切螺栓强烈的搓揉作用,吸水膨胀的颗粒被揉碎,水分扩散和温度传导速度加快,压力、温度急剧升高,在接近出口处,变成融熔的塑性团块,温度和压力达到最高点。当物料由出口喷出时,由于压力骤降,物料中的水分产生“闪蒸”,已膨胀的颗粒进一步胀裂,至此,膨胀调质过程结束。以膨胀器作为调质器,物料在极短时间内(3~4s)产生高温(温度120~
150℃)、高压(压力在5MPa以上),它除能达到常压调质的效果外,其突出的优点是:虽然温度高,但时间短,对维生素、氨基酸等热敏性物质的破坏小于常压调质;能大量杀灭有害生物,调质作用强。有资料表明,采用膨胀器调质后,制粒机的产量比采用单轴桨叶式调质器时增加20%~30%,颗粒的质量如硬度、粉化率指标等也大有改善,而整个制粒系统的能量消耗仅增加5%~35%。
2 小结
目前实际应用的调质器种类很多,调质器的选择应用要根据配方中的原料特性、水产饲料的种类、设备的投资及饲料厂的空间等因素决定。不同使用要求选用不同形式的调质器,当然所带来的经济效益和使用效果也是不同的。调质设备的发展也是要针对市场需求不断变化,不断创新发展,尤其是桨叶布置、水汽等细微结构变化,以满足调质技术的需要。












